Pyrometer PA 10 , PA 20, PA 29, PA 40, PA 60 Keller - Đo và giám sát nhiệt độ cho lò mạ kẽm trong ngành thép.
Trong lĩnh vực mạ kẽm băng thép, đo nhiệt độ đóng vai trò then chốt trong việc đảm bảo độ bám dính tối ưu của lớp phủ kẽm và đảm bảo chất lượng mong muốn của sản phẩm cuối cùng. Băng thép được mạ kẽm bằng cách nhúng băng thép vào bể kẽm nóng chảy. Nhiệt độ cần được giám sát chính xác tại nhiều vị trí khác nhau trong dây chuyền nhằm đạt được kết quả tốt nhất có thể.

Để đáp ứng các yêu cầu đo lường khắt khe, cần sử dụng các phương pháp và hệ thống đo hiện đại, phù hợp với từng vị trí đo cụ thể. Quá trình sản xuất được kiểm soát nhiệt độ là điều kiện tiên quyết để đạt được các đặc tính vật liệu mong muốn, đồng thời tối ưu hóa hiệu suất năng lượng.
Pyrometer được sử dụng để đo nhiệt độ của băng thép trong lò và sau bể kẽm. Phương pháp đo hồng ngoại cho phép ghi nhận nhiệt độ không tiếp xúc, do đó đặc biệt phù hợp cho đo nhiệt độ không phá hủy đối với băng thép chuyển động.
Thiết bị đo bức xạ hồng ngoại phát ra từ vật thể và tính toán nhiệt độ dựa trên định luật bức xạ Planck. Nhiệt độ được xác định trong vài mili giây và được đưa về hệ thống điều khiển dây chuyền như một biến giám sát và điều khiển.
Việc giám sát và điều khiển nhiệt độ liên tục giúp đảm bảo quá trình sản xuất ổn định và hiệu quả, đạt năng suất cao đồng thời giảm thiểu phế phẩm.
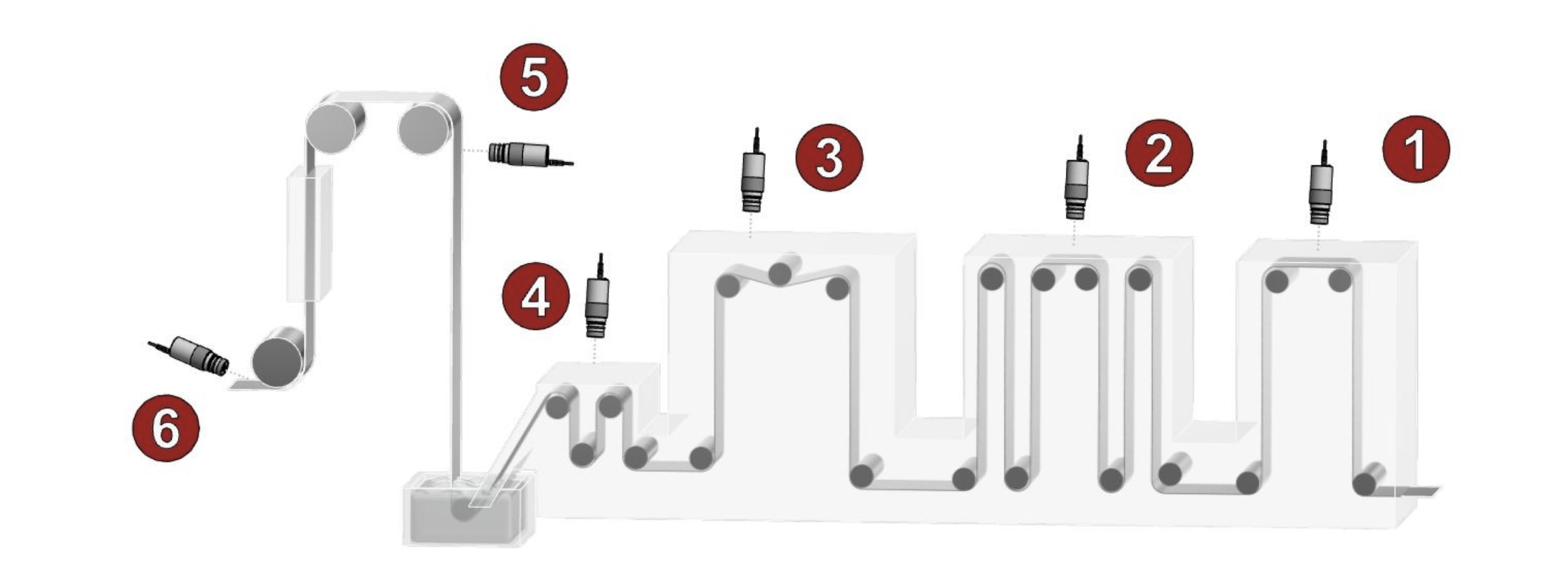
(1) Gia nhiệt (Preheating)
Lò gia nhiệt sơ bộ là công đoạn gia nhiệt đầu tiên trong dây chuyền mạ kẽm băng thép.
Việc đưa nhiệt độ nền ban đầu được giám sát bằng pyrometer CellaTemp PA 20 AF 1.
Trong lò ủ của dây chuyền mạ kẽm băng thép, băng thép được gia nhiệt đến một nhiệt độ xác định nhằm giảm ứng suất trong vật liệu và cải thiện các tính chất cơ học của thép. Quá trình ủ làm cho băng thép mềm hơn và dễ biến dạng hơn, từ đó tạo thuận lợi cho các công đoạn xử lý tiếp theo. Đồng thời, lò ủ cũng chuẩn bị bề mặt thép cho quá trình mạ kẽm. Các lớp oxit được loại bỏ để đảm bảo độ bám dính tối ưu của lớp phủ kẽm.
Pyrometer hai màu CellaTemp PA 40 AF 20 được sử dụng để xác định và giám sát các nhiệt độ quan trọng liên quan đến quá trình trong lò. Bằng cách phân tích song song hai giá trị nhiệt độ một màu cùng với nhiệt độ hai màu, các thay đổi về tình trạng bề mặt có thể được phát hiện và đánh giá.
Sau lò ủ, băng thép cần được làm nguội xuống mức nhiệt độ tương đương với nhiệt độ của bể kẽm. Pyrometer hai màu CellaTemp PA 40 AF 20 cũng được sử dụng tại công đoạn này để giám sát quá trình làm nguội. Ưu điểm của phương pháp đo hai màu là pyrometer có khả năng bù trừ các nhiễu trong trường nhìn do bụi, ống kính hoặc cửa sổ quan sát bị bẩn, và vẫn xác định được nhiệt độ chính xác.
Trước khi được nhúng vào bể kẽm, băng thép thường phải đạt nhiệt độ trong khoảng 450 °C đến 480 °C để đảm bảo độ bám dính tốt của lớp phủ kẽm. Nhiệt độ băng thép quá cao hoặc quá thấp có thể dẫn đến các khuyết tật của lớp mạ kẽm, chẳng hạn như lớp kẽm không đồng đều hoặc độ bám dính kém. Những khuyết tật này có thể được tránh nhờ việc kiểm soát nhiệt độ chính xác. Pyrometer hai màu CellaTemp PA 60 AF 1, được thiết kế cho các mức nhiệt độ đối tượng thấp, được sử dụng để đo nhiệt độ tại khu vực vòi thổi (nozzle).
Trước con lăn trên cùng trong tháp làm nguội, băng thép phải được làm nguội đến mức sao cho các con lăn chuyển hướng không gây hư hại bề mặt băng thép. Pyrometer CellaTemp PA 29 AF 10 được sử dụng để giám sát nhiệt độ tại vị trí này. Thiết bị pyrometer này được trang bị bộ lọc quang học chặn đặc biệt cùng cảm biến phù hợp, nhằm ngăn không cho ánh sáng ban ngày ảnh hưởng đến giá trị đo.
Với hệ số phát xạ < 20%, tôn mạ kẽm là vật thể phát xạ nhiệt kém. Điều này có nghĩa là 80% bức xạ nhiệt từ môi trường đo bị bề mặt phản xạ và cũng được pyrometer thu nhận. Do đó, nhiệt độ được xác định theo cách này sẽ không phản ánh đúng nhiệt độ thực của băng thép.

Để giải quyết bài toán đo này, phép đo trong khe con lăn (roller gap) được sử dụng. Trong khe con lăn, bức xạ từ bề mặt tôn mạ được phản xạ bởi con lăn dẫn hướng trần (không phủ), sau đó phản xạ ngược lại bởi bề mặt tôn. Nhờ bố trí hình học trong khe con lăn, hiện tượng phản xạ nhiều lần xảy ra. Điều này dẫn đến sự gia tăng hệ số phát xạ một cách nhân tạo (nguyên lý vật bức xạ đen – black body radiator).
Khe con lăn vì vậy tạo ra điều kiện rất thuận lợi để đo nhiệt độ tôn mạ. Nhờ các đặc tính bức xạ được cải thiện, mức bức xạ nhiệt đủ cao cho đo nhiệt độ quang học được đảm bảo. Đồng thời, phương pháp này cũng ngăn chặn ảnh hưởng của bức xạ nhiễu phản xạ từ môi trường xung quanh.
Việc lựa chọn pyrometer phụ thuộc vào nhiệt độ băng thép thấp nhất tại vị trí đo tương ứng.
Tại vị trí đo này, nên sử dụng pyrometer có tích hợp laser định vị để có thể dễ dàng căn chỉnh thiết bị vào khe con lăn từ khoảng cách xa.

|
Preheating (1) |
||||
|
Pyrometers |
Measuring range |
Spectral range |
Sighting aid |
Mounting combination |
|
PA 20 AF 1 |
250-2000 °C |
1.1 – 1.7 µm |
Through-the-lens-sighting |
PA 20-050 |
|
Annealing furnace (2) and cooling (3) |
||||
|
Pyrometers |
Measuring range |
Spectral range |
Sighting aid |
Mounting combination |
|
PA 40 AF 20 |
500 – 1400 °C |
0.95/1.05 µm |
Through-the-lens-sighting |
PA 20-050 |
|
Before the zinc bath point (4) |
||||
|
Pyrometers |
Measuring range |
Spectral range |
Sighting aid |
Mounting combination |
|
PA 60 AF 1 |
300 – 800 °C |
1.5/1.9 µm |
Through-the-lens-sighting |
PA 20-050 |
|
Top roller (5) |
||||
|
Pyrometers |
Measuring range |
Spectral range |
Sighting aid |
Mounting combination |
|
PA 29 AF 10/L |
150 – 800 °C |
1.8 – 2.2 µm |
Laser pilot light |
PA 83-010 |
|
Cooling section (6) |
||||
|
Pyrometers |
Measuring range |
Spectral range |
Sighting aid |
Mounting combination |
|
PA 10 AF 1/L |
0 – 1000 °C |
8 – 14 µm |
Laser pilot light |
PA 83-010 |
✔ Đo không tiếp xúc: phù hợp với vật liệu nóng di chuyển nhanh.
✔ Đo chính xác trong môi trường khắc nghiệt: bụi, khí nóng, hơi nước…
✔ Hỗ trợ tích hợp PLC/SCADA: cho tự động hóa và kiểm soát quy trình liên tục.
✔ Dải nhiệt rộng: phù hợp nhiều vị trí đo khác nhau trong dây chuyền.
Đo nhiệt độ chính xác trong dây chuyền mạ kẽm băng thép là yếu tố thiết yếu để đạt được lớp phủ kẽm chất lượng cao. Việc này giúp tối ưu hóa tiêu thụ năng lượng và góp phần nâng cao hiệu quả cũng như độ an toàn của toàn bộ quá trình sản xuất. Các giải pháp thiết bị và hệ thống hiện đại, được thiết kế phù hợp cho từng vị trí đo, đảm bảo đo nhiệt độ tin cậy, từ đó duy trì khả năng kiểm soát và tự động hóa liên tục của quá trình mạ phủ.
Ngoài ra, dữ liệu đo từ Pyrometer Keller ITS sẽ được thu thập bởi ibaPDA / ibaQDR để phân tích, đánh giá và kiểm soát chất lượng, xuất báo cáo theo từng coil từ đó bộ phận QA có thể biết được những coil nào không đạt hoặc bị lỗi tại từng vị trí cụ thể. giúp khách hàng kiểm soát chặt chẽ được chất lượng coil trước khi xuất hàng và làm dữ liệu để đối chiếu khi có những thắc mắc từ phía khách hàng của họ.
Keller ITS - Cam kết mang đến thiết bị và giải pháp đo tối ưu nhất !










